河源塑料管夹生产厂家
发布时间:2022-10-11 01:04:25
河源塑料管夹生产厂家
折叠装配时,导轨可焊接在高杆灯的基础上,或用螺丝固定,先安装管夹本体的下半部分,放入管夹本体固定,然后放入管夹本体的上半部分,用螺丝固定,通过防松盖板防止其旋转。 然后安装二个管夹,如上面管夹厂家说的。弯管的组装,在组装弯管时,应直接在弯管前后用连铸管夹固定。建议这样的支撑点应该是固定的位置。每个供应商须具有大的克注塑机,冲压机,数控机床,锻压机设备,家用塑料管夹入塑料提及,上,下板,螺丝和螺母,注射成型的塑料体,根据不同类型的出的顾客的需求,以流畅,塑料颗粒的外观选择拉伸,硬度,老化的程度须更强,上,下盖板由冲压机制造出来,然后再镀锌,使螺杆的数控机床做出来,然后镀锌,然后通过整合技术人员包装管夹。

河源塑料管夹生产厂家
法兰管件生产的工艺流程,首先,以弯头为例,若做长半径弯头,如用的管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。塑料管夹厂商选好原料后,按弯头规格下料,再考虑曲率半径,比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。把料进行热推制。推制机大家可能都看过,实际很简单。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的,大弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。

河源塑料管夹生产厂家
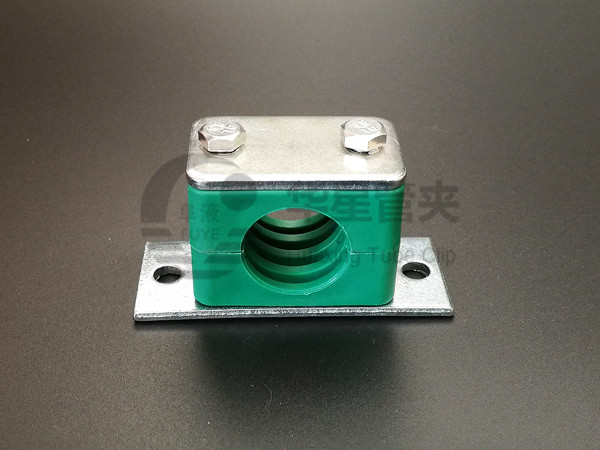
管夹厂家种类分析及制作过程介绍.在管道固定过程中需要用到不同种类的管夹,管夹的种类有很多,如塑料管夹、铝合金管夹、U型管夹、扁钢管夹、液压管夹等,不同种类的管夹适合不同负荷需求的管道使用,然而这些管夹又是怎样生产出来的呢,它们的生产流程又是怎样的呢,带您一起详细了解。塑料管夹:每个厂商需要拥有大克的注塑机,冲压机、数控机床、锻压机设备,首页塑料管夹分为塑料提、上下盖板、螺丝螺帽,塑料体根据客户需要的不同的型号来注塑出来,外表要光滑,选择的塑料粒子拉度、硬度、抗老化度需要强,上下盖板是通过冲压机做出来的,然后在镀锌,螺丝是用数控机床做出来的,然后进行镀锌,然后通过技术员工进行对管夹的整合包装。
河源塑料管夹生产厂家
管夹管夹安装程序,装配在焊接板上 装配前,为更好地确定夹的方向,建议先在固定处做好标记,后焊上焊接,嵌上管夹身的下半部分,放上需固定的管子。再放上另一半管夹身和盖板,用螺钉拧紧。 切忌直接焊接已装好管夹的底板。叠起装配,导轨可焊在基础上,或用螺钉固定,先装上下半个管夹身,放上需固定的管子再放上上半个管夹身,用螺钉固定,通过防松盖板防止它转动。然后安装二个管夹,方法同上。弯管的装配 ,装配弯管时,应直接在弯管的前部和后部用永盛管夹固定。建议这样的支承点应为固定位置。水管等管夹的分类:1. 按形状分,全圆重型管夹,全圆轻型管夹,长头对半型管夹,短头对半型管夹,旋转管夹,旋转有毡管夹,J型管夹等。根据宁波翰霖电器有限公司分类。2. 按材质分,塑料ABS管夹,铝合金管夹,不锈钢管夹,碳钢管夹等。根据市场常见材质分类。